
The Critical Role of Material Toughness in Pipeline Integrity
In the global oil and gas industry, pipeline failures can result in catastrophic environmental disasters, substantial financial losses, and threats to human safety. While tensile strength and yield strength often receive significant attention during material selection, impact toughness—a material’s ability to absorb energy and resist fracture under sudden loading conditions—represents an equally critical mechanical property that determines long-term pipeline performance. At Tianjin Xiangliyuan Steel, we understand that delivering superior steel pipe solutions requires more than meeting minimum specifications; it demands a comprehensive understanding of how materials behave under real-world operational stresses.
Located in Tianjin, China’s premier port city, Tianjin Xiangliyuan Steel leverages our strategic proximity to major shipping terminals to provide rapid, cost-effective delivery of certified steel pipes to clients across Europe, North America, the Middle East, Africa, and Southeast Asia. Our commitment to quality assurance, evidenced by rigorous impact testing protocols, ensures that every API 5L seamless pipe, ERW steel pipe, and LSAW line pipe we produce meets or exceeds international standards for toughness and reliability.
Understanding Impact Toughness: Beyond Static Strength Measurements
The Science of Fracture Resistance
Impact toughness refers to a material’s capacity to withstand shock loading without catastrophic failure. Unlike static tensile tests that measure resistance to gradual deformation, impact tests simulate the sudden stresses that pipelines encounter during transportation, installation, and operation—including pressure surges, thermal shocks, external impacts, and seismic events.
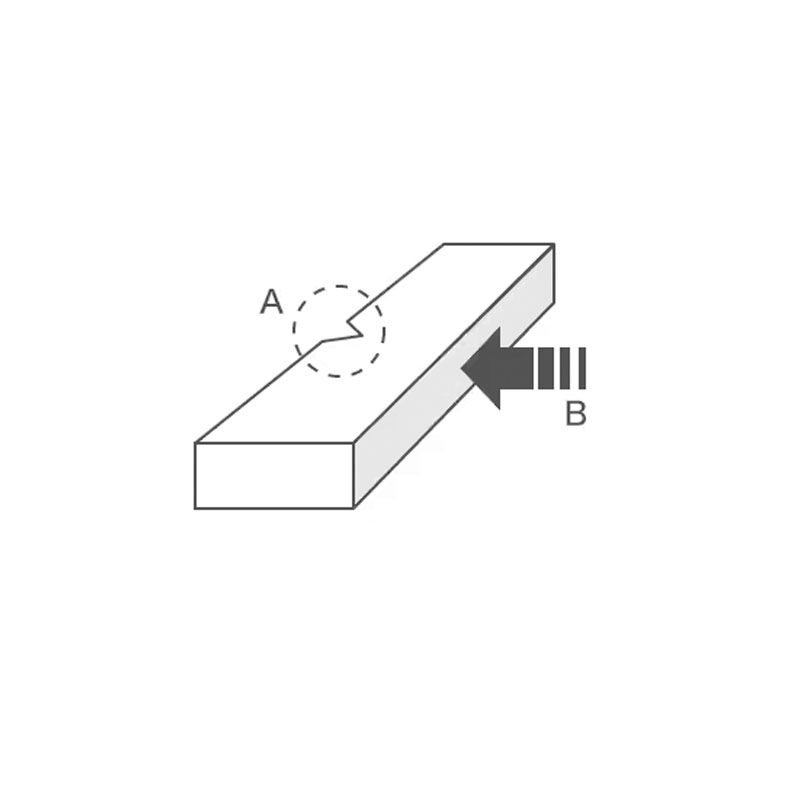
The Charpy V-notch (CVN) impact test serves as the industry-standard method for evaluating steel pipe toughness. This standardized test, developed by French engineer Georges Charpy in the early 1900s and refined with the V-notch configuration in the 1940s, involves striking a machined specimen with a pendulum hammer and measuring the energy absorbed during fracture . The standard specimen measures 10 mm × 10 mm × 55 mm, featuring a 2mm-deep 45° V-notch with a 0.25mm tip radius—specifications maintained with tight tolerances because notch geometry significantly influences test results .
The Temperature Transition Curve: A Critical Design Tool
Steel toughness varies dramatically with temperature, exhibiting what metallurgists term the ductile-to-brittle transition. At elevated temperatures, steel demonstrates ductile behavior, absorbing substantial energy through plastic deformation. As temperatures decrease, the same material may shift to brittle fracture mode, absorbing minimal energy and propagating cracks rapidly.
The temperature transition curve—plotting absorbed energy or percentage shear fracture against test temperature—typically follows a characteristic “S” shape with distinct upper and lower shelf regions . Understanding this curve enables engineers to specify appropriate steel grades for specific service environments, ensuring that pipelines maintain adequate toughness throughout their operational temperature range.
For API 5L PSL2 steel pipes, particularly grades X52, X60, X65, and X70, Charpy V-notch testing at specified temperatures is mandatory to verify that materials meet minimum absorbed energy requirements for their intended service conditions .
API 5L Standards: Rigorous Toughness Requirements for Line Pipe
PSL1 vs. PSL2: The Distinction in Testing Protocols
The American Petroleum Institute Specification 5L (API 5L) establishes comprehensive requirements for seamless and welded steel pipes used in petroleum and natural gas transportation systems. The specification categorizes pipes into two product specification levels: PSL1 and PSL2, with distinct differences in chemical composition, mechanical properties, and testing requirements .
While PSL1 pipes focus on basic quality requirements, PSL2 pipes undergo significantly more rigorous testing, including mandatory CVN impact testing for many grades and sizes . PSL2 specifications impose tighter limits on carbon, phosphorus, and sulfur content, enhanced mechanical property requirements, and comprehensive non-destructive testing protocols .
For welded pipes, API 5L PSL2 requires Charpy testing not only in the pipe body but also in the weld seam and heat-affected zone (HAZ), recognizing that these regions often exhibit different toughness characteristics due to thermal cycling during welding .
Grade-Specific Toughness Requirements
API 5L encompasses multiple steel grades defined by minimum yield strength, ranging from Grade B (35,500 psi) through X42, X46, X52, X56, X60, X65, X70, and up to X80 (80,500 psi) . Higher-grade pipes generally require enhanced toughness to compensate for increased strength levels and more demanding service applications.
The API 5L X60 steel pipe, for instance, must demonstrate minimum yield strength of 60,200 psi and tensile strength of 75,400 psi, while also meeting specified CVN energy absorption values at designated test temperatures . Similarly, API 5L X65 and X70 grades maintain stringent toughness criteria essential for high-pressure, long-distance transmission pipelines operating in challenging environments .
Advanced Testing Methodologies and Quality Assurance
Comprehensive Mechanical Testing Protocols
Beyond CVN impact testing, API 5L-compliant steel pipes undergo extensive mechanical evaluations to ensure comprehensive performance validation:
Tensile Strength Testing: Measures the pipe’s resistance to breaking under tension, with X60 grade requiring minimum tensile strength of 520 MPa (75,400 psi) .
Yield Strength Testing: Determines the stress level initiating plastic deformation, ensuring operational pressures remain within elastic limits.
Flattening Tests: Specifically for welded pipes, these tests assess weld seam integrity by flattening pipe sections to specified dimensions without crack formation .
Bend Tests: Verify ductility and weld quality through controlled deformation.
Hardness Testing: Brinell, Rockwell, or Vickers hardness measurements indirectly assess tensile strength and evaluate heat-affected zone properties in welded pipes .
Non-Destructive Testing (NDT) Integration
Modern quality assurance combines destructive testing with sophisticated non-destructive testing methods:
Ultrasonic Testing (UT): High-frequency sound waves detect internal flaws, laminations, and inclusions
Radiographic Testing (RT): X-ray or gamma-ray inspection reveals internal defects and weld discontinuities
Magnetic Particle Testing (MPT): Detects surface and near-surface defects in ferromagnetic materials
Visual Inspection: Systematic surface examination identifies cracks, dents, and corrosion indicators
Real-World Applications: Why Toughness Matters
Arctic and Subsea Environments
Pipelines operating in Arctic regions or deep-water subsea installations encounter temperatures as low as -40°C (-40°F) or below. At these extremes, inadequate toughness can result in brittle fracture propagation—rapid, catastrophic crack extension with minimal energy absorption. The S355J2 and S355K2 steel grades, European equivalents to API specifications, demonstrate how enhanced toughness requirements (tested at -20°C and -40°C respectively) ensure reliable performance in cold climates .
Sour Service and Hydrogen Environments
Modern energy infrastructure increasingly confronts sour service conditions containing hydrogen sulfide (H2S) or hydrogen gas environments. Research demonstrates that hydrogen exposure can reduce fracture toughness by approximately 6.5%, with specific gas phase impurities like CO2 further degrading performance while O2 may provide protective effects . These findings underscore the importance of conservative toughness specifications and rigorous testing for critical applications.
Dynamic Loading and Seismic Considerations
Earthquake-prone regions and offshore platforms subject pipelines to cyclic loading, fatigue stresses, and sudden displacement. Superior impact toughness provides the deformation capacity necessary to accommodate these movements without fracture, maintaining system integrity during extreme events.
Tianjin Xiangliyuan Steel: Your Partner in Quality and Reliability
Strategic Location and Logistics Excellence
Situated in Tianjin, China, our manufacturing facilities benefit from immediate access to Tianjin Port, one of the world’s busiest container terminals. This geographic advantage enables Tianjin Xiangliyuan Steel to offer:
Reduced lead times for international shipments
Competitive freight costs to global destinations
Flexible logistics solutions including FOB, CIF, and DAP terms
Streamlined customs clearance and documentation support
Whether you require API 5L seamless steel pipe for high-pressure applications, ERW carbon steel pipe for standard line service, or LSAW large-diameter pipe for major infrastructure projects, our logistics capabilities ensure timely, cost-effective delivery.
Technical Expertise and Quality Commitment
Our engineering team possesses deep expertise in thermo-mechanical control processing (TMCP), micro-alloying technologies, and advanced welding processes that optimize the strength-toughness balance in modern pipeline steels. We recognize that additions of elements like chromium can significantly improve weld strength and toughness—from 607 MPa to 656 MPa tensile strength and from 126.37 J to 223.79 J impact toughness—while cerium micro-alloying can simultaneously enhance strength and toughness through inclusion refinement and microstructure optimization .
Every pipe manufactured by Tianjin Xiangliyuan Steel undergoes comprehensive testing in accordance with API 5L, ASTM A53, ASTM A106, EN 10208-2, and ISO 3183 standards. Our quality management system ensures full material traceability, detailed mill test reports (MTRs), and certification documentation meeting international project requirements.
Product Portfolio and Customization Capabilities
We specialize in providing:
API 5L Grade B, X42, X52, X60, X65, X70 seamless and welded line pipe
ASTM A106 Gr.B high-temperature service seamless pipe
ASTM A53 Grade B ERW and seamless structural pipe
EN 10216 and EN 10297 standard carbon steel tubes
S355JR/J2H structural hollow sections
Customized dimensions, wall thicknesses, and coating specifications
Our 3PE anti-corrosion coating, FBE (fusion-bonded epoxy) lining, and cement mortar lining services extend pipeline service life in aggressive environments.
Investing in Toughness for Long-Term Value
The importance of impact testing for steel pipes extends far beyond regulatory compliance—it represents fundamental assurance of safety, reliability, and performance throughout decades of service life. As pipeline projects expand into harsher environments, deeper waters, and more demanding operational conditions, material toughness emerges as the critical differentiator between successful infrastructure and costly failures.
At Tianjin Xiangliyuan Steel, we combine metallurgical expertise, rigorous testing protocols, strategic logistics capabilities, and unwavering commitment to quality to deliver steel pipe solutions that meet the world’s most demanding specifications. Our location in Tianjin, adjacent to major shipping routes, positions us as your ideal partner for timely, cost-effective supply of certified pipeline materials.
Contact Tianjin Xiangliyuan Steel today to discuss your project requirements, request competitive quotations, or arrange factory inspections. Our technical team stands ready to provide material recommendations, testing documentation, and logistics coordination tailored to your specific needs.
Email: infosteel@xlygt.com
Website: https://www.xlysteel.com/
Location: Tianjin, China (Strategic Port Access)
This technical article is provided for informational purposes by Tianjin Xiangliyuan Steel. For specific material specifications and project requirements, please contact our engineering team directly.





Social Media
contact us today
our location
Company Address
2-1-601, Qingdayuan, southwest of the intersection of Shuangjiang Road and Longxing Road, Shuangjie Town, Beichen District, Tianjin
©COPYRIGHT 2012 - 2026 | seamless pipe | Galvanized Steel Pipe | Pipe fitting | Other steel pipes | Carbon steel coil/strip | Galvanized steel coil/strip | PPGI | Carbon steel sheet/plate | Galvanized steel sheet/plate | per-painted steel sheet/plate | steel bar/rod | Carbon steel wire | Galvanized steel wire | steel rail | Channel | Angle | H/I beam | Flat steel | Other profile steel | Advanced Small Grouting Catheter For Tunnel | Hollow Grouting Anchors | Rebar